“ Creative hot forging ” |
|






 Le procédé de forge à chaud (encore appelé matriçage ou estampage à chaud ) permet la réalisation de pièces de géométrie complexe. Comme l’acier est chauffé à 1100°C, la déformation plastique est aisée.
Le procédé de forge à chaud (encore appelé matriçage ou estampage à chaud ) permet la réalisation de pièces de géométrie complexe. Comme l’acier est chauffé à 1100°C, la déformation plastique est aisée.
Notre atelier est équipé de trois lignes de forgeage ayant des puissances de 1000 kgm, 1500 kgm et 4000 kgm. L’acier est chauffé par des chauffeuses à induction.
 |
 |
 |
 |
 |
| Chape de haubanage C 45 Poids: 3.84 kg |
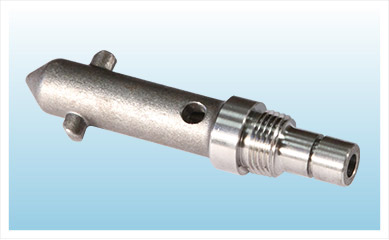
Crabot d’indexage C 35 Poids: 0.080 kg |
Vilebrequin 14 NiCr14 Poids: 0.840 Kg |
Anneau agraire C 45 Poids: 4.44 Kg |
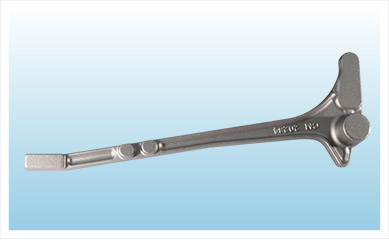
Chape de tringlerie C 22 Poids: 0.820 Kg |
Nous estampons à chaud des pièces d’un poids variant de 0,05 à 6 kg. Notre process est fait d’une succession de phases plus ou moins complexes.
Nous achetons des barres d’aluminium extrudées. Ces barres rondes sont coupées, chauffées. L’étape fondamentale est le forgeage (encore appelé matriçage) durant laquelle le matériau est mis en forme par pressage ou martelage dans des outillages de forme.
Les pièces obtenues sont ébavurées.
Pour certains alliages d’aluminium, un traitement thermique s’impose afin d’obtenir un durcissement par formation de précipités avec des éléments d'alliage. Ce phénomène est appelé durcissement structural.
Les pièces sont ensuite usinées.
En parachèvement, un décapage sera réalisé afin d’ôter les oxydes et les graisses résiduelles.
Pour des aspects esthétiques, il est possible de réaliser des polissages électrochimiques ou un traitement d’anodisation (avec et sans coloration).

Par rapport à la fonderie, la forge offre de nombreux avantages :
Nous estampons à chaud des pièces en titane d’un poids variant de 0,05 à 1 kg.
Pour des raisons économiques, tous les produits ne sont pas réalisables en titane. Cela tient à la morphologie des pièces. En effet, si il faut beaucoup de métal à mettre en œuvre (rapport poids-lopin / poids-pièce très élevé), le procédé forge à chaud n’est plus rentable.
Nous achetons des barres cylindriques. Ces barres rondes sont coupées, chauffées. Le forgeage (encore appelé matriçage) est réalisé en matrice fermée, chauffée à 400°C.
Les pièces obtenues sont ébavurées.
Un traitement thermique s’impose afin d’obtenir une bonne homogénéité de la matière.
En parachèvement, de nombreux traitements sont possibles pour obtenir des aspects esthétiques (polissages mécaniques ou électrochimiques, traitement d’anodisation (avec et sans coloration) etc…

Emerillon brut de forge - Eléments d’émerillons avec polissage mécanique et tribofinition.